Threading

|
|
Control System for Multiple Stepper Motors
Threading |
|
Cutting threads on the MDF rose engine lathe 2.0 is a special form of helical fluting. It is accomplished in much the same way, and uses a thread cutter (usually 60°) held in a Drill Spindle, primarily using the Synchronization Screen on the Nextion multiple stepper control system.
For threaded boxes, cut the part with female (internal) threads (usually the lid) first.
The many considerations for threading including:
These items are used in the instructions below. Also below are:
Threading Instructions
| Screen | Actions | ||||||||
|---|---|---|---|---|---|---|---|---|---|
|
If you are only making single start threads, skip to step 3.
The number of starts on a thread determines how easy it is to start the threading operation and how quickly the piece can be closed.
Commonly used number of starts are 1, 2, or 4. On the Indexing screen,
|
|||||||||
|
On the Z Axis Preferences page,
This setting does not address the Handedness of the Threads. Instead, it addresses how the movement of the slide occurs, based on how the leadscrew is threaded.
|
|||||||||
On the Synchronization screen,
Before starting the cutter's movement ...
Be sure the cutter is positioned on the slide so that there is adequate room to move the cutter during the entire distance. |
|||||||||
|
Other Considerations and Additional Notes

| |
|
| |

Cutter with Long Nose Image courtesy ChefwareKits 
Cutter with Short Nose Image courtesy Hope Woodturning The length of the cutter's nose also needs to be considered. 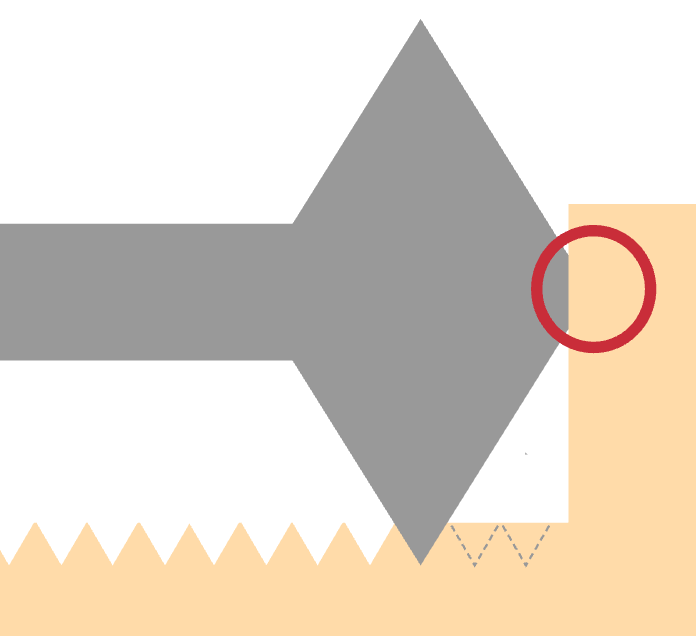
Cutter Interference with Shoulder 
Thread Width and Depth The typical thread cutter has a 60° bevel like the one shown to the right. That is a good one, and can certainly be used. But one thing identified by a number of users is that the nose projects out quite a bit, and that extra projection can interfere with the cutting if you want to get the threads close to the shoulder (see also, the area circled in red in the top diagram to the left). The shape of the traditional cutter allows for deep threads to be cut; however most work in ornamental turning does not need that depth. As outlined in the second diagram to the left, when fine threads are used, the thread's depth and width are small (the area in blue at the bottom of the cutter). And there is quite a bit of area on the cutter that is unused (the part in red). Some ornamental turners grind the red section off to allow for cutting closer to the shoulder. If you take that route, be sure to manage your heat so that you do not damage the cutter. There is a cutter from Hope Woodturning (shown to the right) where they have 3mm of length ground off to allow for cutting in closer to the shoulder of the threaded area. (Other companies may also offer one.) When buying a cutter, be sure to consider what size your Drill Spindle will hold. If you are using an ER-16 collet, look for one with a 3/8" shaft. 1/2" is probably too big. Companies known to supply cutters which will fit an ER-16 collet include: |
Resources About Threading
|

 - Set to divisions of a circle
- Set to divisions of a circle
 to start the cutting.
to start the cutting. or the
or the  button.
button.