
When Using the MDF Rose Engine Lathe 2.0

|
|
Best Practices
When Using the MDF Rose Engine Lathe 2.0 |
|
This document is intended to help one obtain the best output from their MDF rose engine lathe. It is a "back to the basics" document that is good to keep handy and review periodically. Doing so has helped me ensure I do not get into bad habits. Ornamental turning is not for the impatient, and these steps will help ensure that the result of a slow turning process will not be wasted.
Special thanks to the Nerds of Woodworking for their help in compiling these.
Index of Topics
Startup Checklist 
These steps are good ones to follow at the start of an ornamental turning session. They are practices learned after years of having not done them, and regretted it when the end was achieved. If you have questions about some of the terms below, consult the Nomenclature link (the icon above to the left), or the Ornamental Turning Book of Knowledge which has a Dictionary of Language and Terms. | ||||||||||
|
Step 1: Center the headstock Note: This step is only critical if you need to ensure the uniformity in a box's inside and outside surfaces. If you are not needing to do that, skip to the next step. The steps outlined below ensure that the headstock rocks the same distance towards the far side as the near side. The diagrams shown on the below demonstrate the idea. 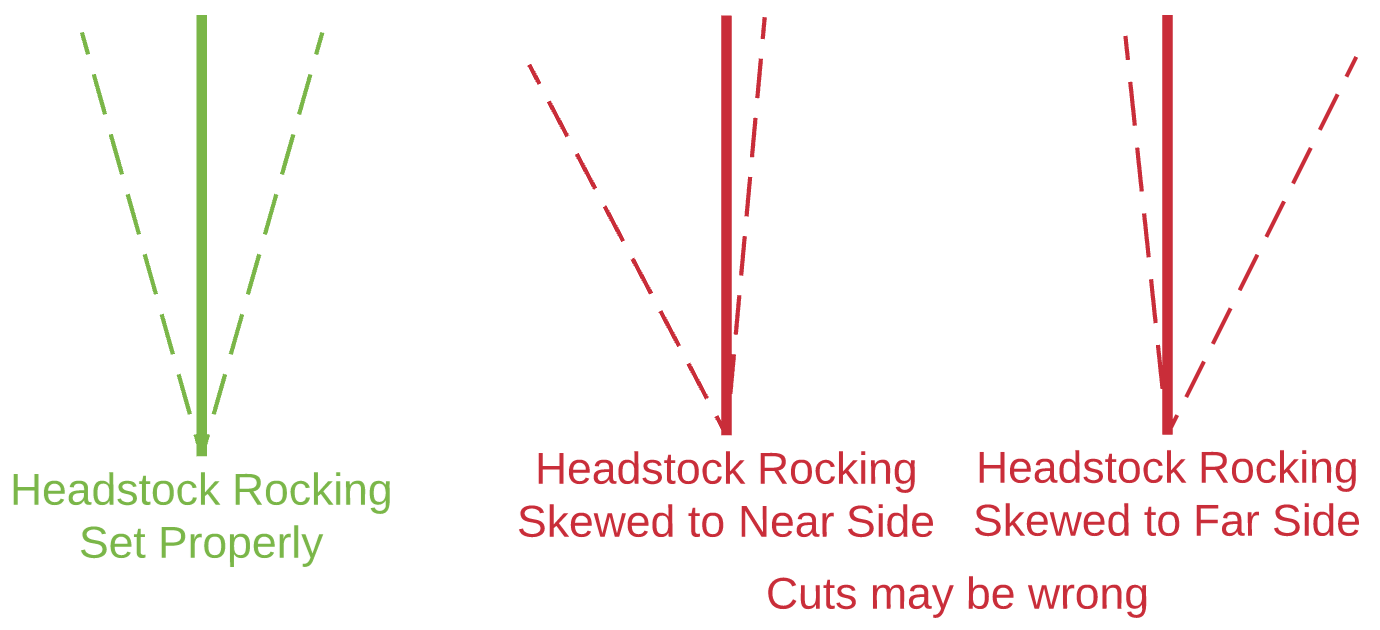
Headstock Swing If the headstock rocks equally to both sides (as shown in the green on the right), then the planned rosette pattern will cut as expected. Conversely, if the headstock is set to rock unequally, (as shown in the red to the right), the pattern may be different than expected. To center the headstock's movement (rocking) as shown in the green diagram, follow the steps in one of the options below. | ||||||||||

Centering Block in Place 
Centering Block Option 1 - Manual Approximation Lock the headstock into a center position by dropping the centering block into the space between the headstock and the base, on the far side of the headstock. Then lightly hold the headstock against the block and drop the fading wedge down to hold the headstock in place. 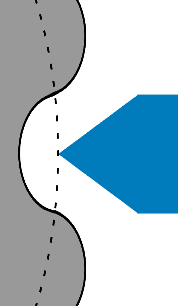
Setting the Rubber Next, set the rubber in place. Rotate the spindle until the rubber can be set to be at the midpoint of the rosette's overall amplitude. Move the rubber forward to the halfway point and lock it down. Unlock the headstock by raising the fading wedge and locking it into place, and then removing the centering block. This is my favorite option. | ||||||||||

Protractor on Headstock Option 2 - Protractor An alternative method used by one ornamental turner is shown to the right. He affixed a protractor to the headstock, and uses a small pointer to see that the swing is equal. This is a good approximation, and works well for him. As he makes great pieces, it is worth considering. A machinist's square (or a combination square) can be held up to when the headstock is ensure it is square to the bed of the lathe. Once the headstock is properly aligned, the fading wedge can be dropped down to hold that position. Once the fading wedge is in place, follow step #2 shown above in option 1. | ||||||||||

Digital Angle Gauge A inclinometer (also known as a digital angle gauge) is used by other rose engine lathe users, and would also work. The way this is used is to zero it on the bed, and then place it atop the headstock. When it is centered, when the angle is again 0°. As above, once the headstock is properly aligned, the fading wedge can be dropped down to hold that position. Once the fading wedge is in place, follow step #2 shown above in option 1. | ||||||||||
|
Step 2: Align the Object in the Chuck 
Object is Aligned 
Object is Misaligned After transferring an object from a "traditional" lathe to the rose engine lathe, there is a probability that it will not be radially or axially aligned (or both). Before making any cuts, ensure the alignment of the object whilst it turns slowly. A dial indicator is a great tool for this. The bottom picture on the right is quite exaggerated but shows the idea of having the object misaligned. If the rose engine's spindle has a Morse taper, and the chuck is held into place using a Morse taper adapter, then the object can be moved from one lathe to another and typically have very little misalignment. (This does assume you are not moving the object to a new chuck.) Another alternative is to use collet chucks. 
Dial Indicator in Use Frankly, I find this the most tedious task and when first starting I sometimes wondered about the value, but it is very important. If it is not done, then the cuts on one side of the object will be different than the other side. And, it will get worse the further from the headstock. When using the dial indicator (held in a Noga arm or similar device), I aim for a runout as small as possible, but oftentimes it is difficult to get under 0.010". This may seem quite big, but it is hard to achieve if you do not have a leveling chuck. The picture to the left shows a dial indicator in use on a metal lathe. A similar approach would be used on the MDF rose engine lathe, though it is recommended that the measurements be made at the end furthest from the chuck / headstock. | ||||||||||
|
Step 3: Choose the cutting or Drill Spindle to use The cutter you use in a cutting frame drives what is achieved from the process. 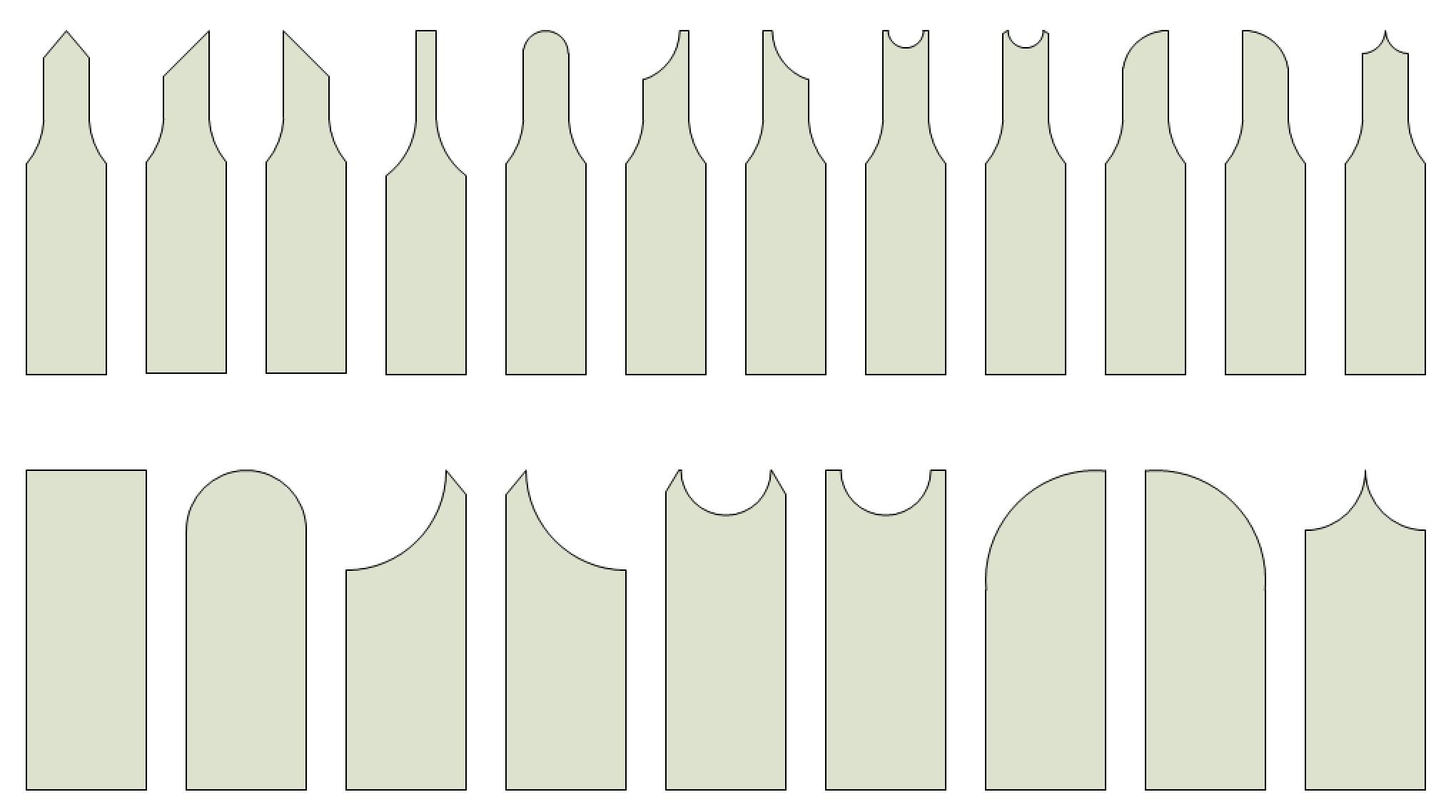
Fly Cutters Other angles or shapes can be used, and the ones used for fly cutting are well documented in Holtzapffel's Turning and Mechanical Manipulation, vol. 5 - The Principles and Practice of Ornamental or Complex Turning. Some examples of these are shown to the left.
If you have multiple cutting frames, chose the one with the shortest reach that will do the job. There is no need to use one with 6" of reach when much less will get the job done. The shorter one has fewer opportunities for introducing vibrational errors. | ||||||||||
|
Drill Spindles offer a different set of options, and the shape of the drilling bit matters quite a bit. Shapes used typically follow the conventions established for milling bits. 
The shape of the cutting edge is especially important when using an eccentric cutting frame. The typical fly cutter is ground with a 60° angle, however jewelers have shown that the angle needs to be >90° for the cut so that the light is reflected back to the viewer. Otherwise, it simply looks like a set of thick dark lines. 120° is fairly common. | ||||||||||
|
Step 4: Align the Cutter 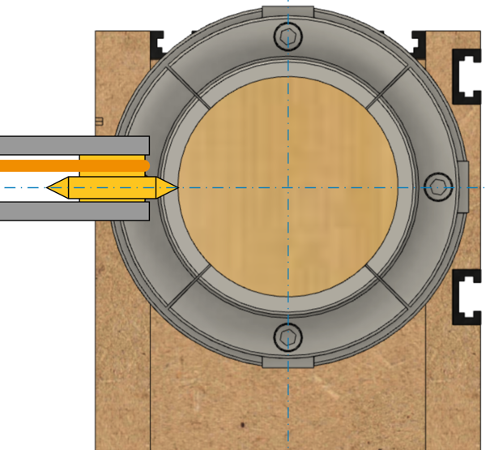
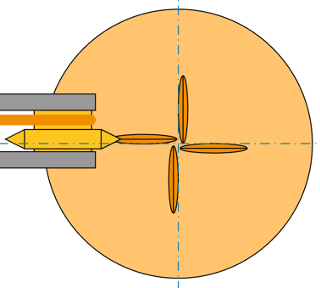
Cutter Alignment The cutter needs to be aligned on the centerline of the spindle as shown in the picture to the right. This can be achieved by moving the cutting frame (or Drill Spindle) up or down in the quick-change tool post. You can test the cutter's alignment on the end of a piece and see how it matches up with the images of cuts below.
When the cutter is aligned too high in the quick change tool post, it will create a pattern as shown in the first row of pictures to the left.
When the cutter is aligned too low in the quick change tool post, it will create a pattern as shown in the second row of pictures.
When the cutter is aligned properly, it will create a pattern as shown in the third row.
This is where the indexing function in the Control System for Multiple Stepper Motors comes in quite handy. Indexing the cuts 90° after each cut makes the alignment verification easy.
One recommendation is to affix a scrap of wood to the end of the object and make cuts into that. (It can be held there using double-sided tape.) | ||||||||||
|
Step 5: Align the Cross Slide to the Spindle 
Cross Slide Alignment For most operations in ornamental turning, the path followed by the cross slide (the pink line) needs to be aligned on the centerline of the spindle (the blue line) as shown in the picture to the right. This allows it to work the same as the cross slide on a metal lathe (though on a metal lathe, the cross slide is attached to the lathe's bed ways). 
Laser Projecting a Line The most accurate way to do this is with a dial indicator measuring against a straight rod affixed to the spindle (e.g., in the chuck). One option pursued by some ornamental turners is to use a laser which projects a line (like the one to the left), and shine a line along the spindle. This also projects a line onto the bed of the lathe, and they will trace it onto the bed with a permanent marker. This can then be used to make parallel lines along which the cross slide can be positioned. | ||||||||||
|
Step 6: Ensure You are Cutting in the Correct Direction
Note: If you are not using a stepper motor to automate the movement of the cutter (e.g., on the Z, X, or B axis), then you can skip to the next step. When cutting with a spinning cutter, just as on a router, it is important to always cut downhill. On a rose engine lathe, this invariably leaves the smoothest surface. Based on the cutter's rotational direction (the blue arrow), the cutting frame's movement (the red arrow) should be set accordingly to accommodate down-hill cutting. This is an advantage for using a fly cutter over a carbide inserts, as a fly cutter's direction of rotation can be reversed. (For more information about fly cutters vs. carbide bits, see also Cutters on the Cutting Frames page at the Ornamental Turning Book of Knowledge.) | ||||||||||
|
Step 7: Set the Speed for Cutting When I was getting started with ornamental turning, I asked how fast the cutter should be spun. The gentleman responded, "I run it as fast as I can without burning the wood." It is common to use a variable speed motor like the midi lathe conversion kit from Penn State Industries for the overhead drive. To drive the belt, it is also common to use a multi-step pulley, with the pulley sizes at 4", 3", and 2" diameter. Based on that, the 4" pulley is used most often, and the 2" one almost never. General ideas are:
Some notes regarding materials used in ornamental turning are captured in the Ornamental Book of Turning (click on one of the pictures to see more details about that material). | ||||||||||
|
Step 8: Adjust the Overhead 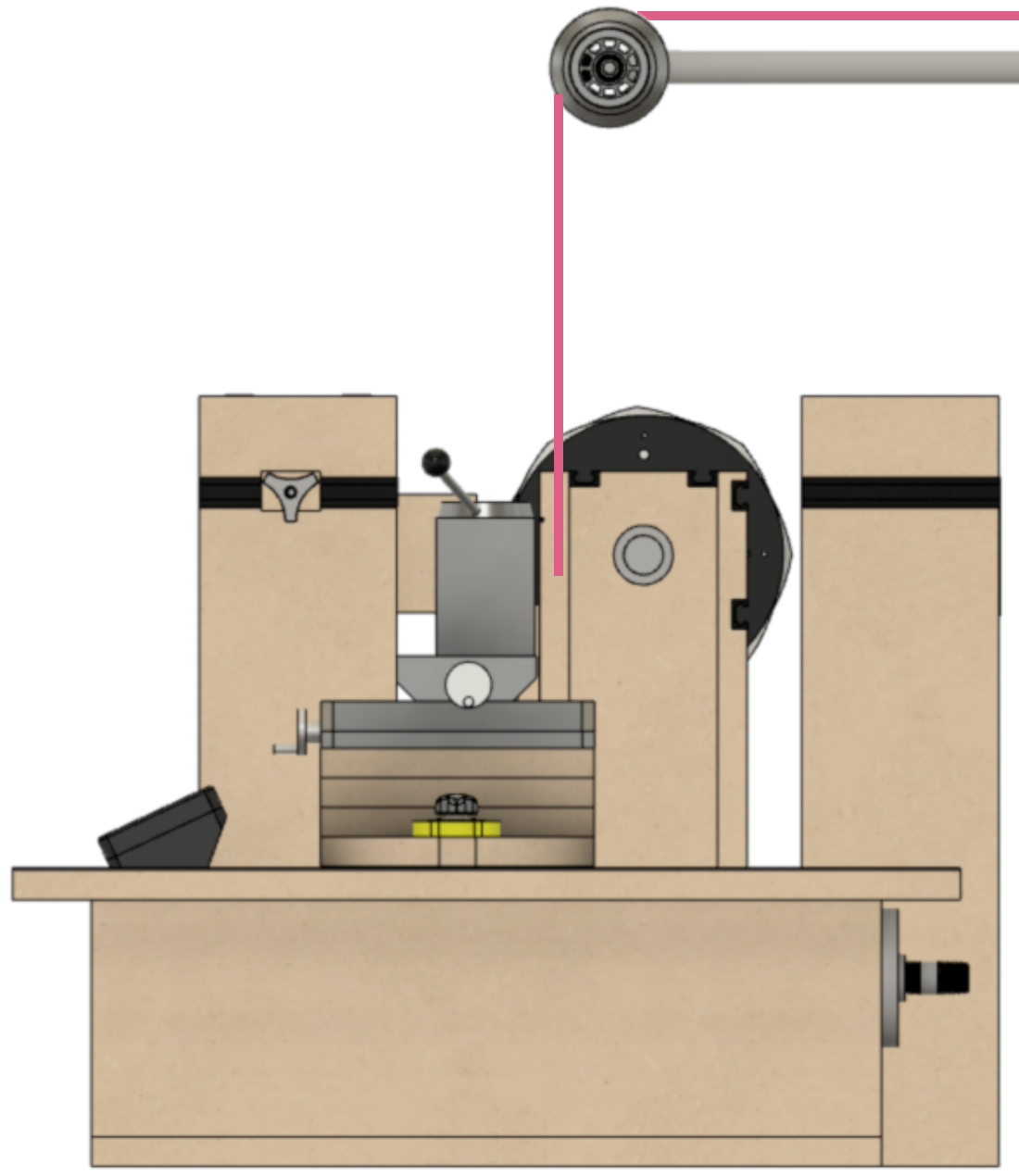
Overhead Drive Alignment The overhead drive should be adjusted so that the drive cable has as vertical alignment as possible. The overhead drive cable is shown in the picture to the right in pink. This only shows the view from the right side, but the front should be similarly aligned. In that case, the cable should be vertical when halfway thru the movement. So, it you are planning to move the cutting frame 2", then at 1", it should be vertical. The last thing to check is that the tension on the overhead cable is right. Too much is not good, nor is too little. | ||||||||||
|
Step 9: Consider Using Limit Switches If you are cutting a flute or making any other cut where a stepper motor is engaged to move the cutting frame (or Drill Spindle), consider using a limit switch. The limit switch connects to the Control System for Multiple Stepper Motors, and once the cutting frame engages the limit switch, the cutting frame motor will be automatically stopped. This will prevent the stepper motor from having problems trying to move too far. One ornamental turner holds the limit switches he uses in a Noga arm, enabling him to move it around wherever it is needed. More information about the implementation of limit and home switches is on the limit switches config page. | ||||||||||
|
Step 10: Being Sure Everything is Locked Down Before Starting OK, this may seem unnecessary to state, but we speak from experience. We've all had a time when we thought we were ready to go, only to find out something wasn't right somewhere down the line. The most common problem I've encountered is to not have the cutting frame well secured in the quick change tool post, and the cutting frame"ed its way up as the cutting goes along. But I've also had the problem where the MagSwitches were not engaged. This too became problematic at some point. So take the time to check to be sure everything is secured well before kicking off the cutting. | ||||||||||
|
Step 11: Do a Test Cut Even when you think everything is perfect and ready to go, doing a test cut is something I like to do. This comes in one of these forms:
| ||||||||||
|
Paper Chucks A paper chuck is used to hold a piece of paper so that an image of the rosette's final product can be visualized. The shape of the rosette may not be readily evident about the product it will produce, plus the other variables like the rubber's shape can change what the rosette produces. 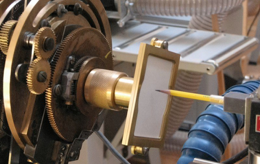
Paper Chuck - Typical 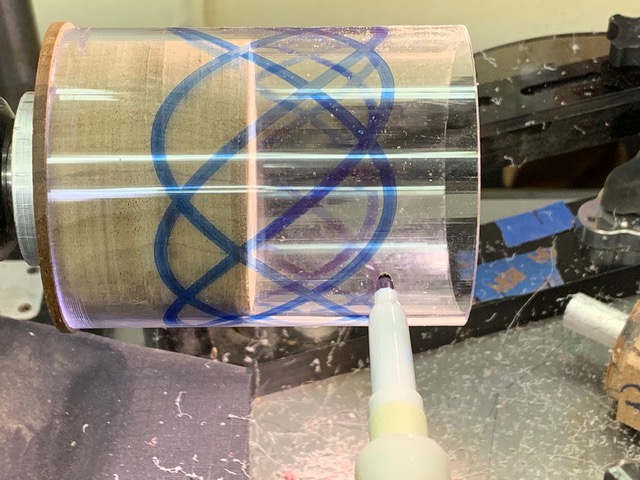
Paper Chucks showing side patterns Image courtesy Jon Magill Please note: the traditional paper chuck can only be used to show the effects of rocking motion, not pumping motion. There have been some who have made a cylinder (say, using a cast acrylic or polycarbonate plastic tube) and used an erasable marker to trace the shape achieved. Such a device can indeed show pumping motion. A typical paper chuck is designed to hold a 4" x 6" index card, and Lindow Machine Works makes a very nice one. But, other sizes of paper can be used also as shown in the home made paper chuck to the right. | ||||||||||
|
Protect Your Health Ornamental turning produces a lot of very fine dust, and this fine dust can be even more damaging than the sawdust you see. It is easy to inhale and can get deep into your lungs. Eric Meier noted on the The Wood Database, Forget about the large chips and visible sawdust: perhaps the most damaging element is the invisible fine dust (sometimes called "coarse inhalable particles" ranging from 2-10 microns). Basically, these tiny bits of sawdust float around the air and linger even after the tools have stopped running. These invisible particles get inhaled and cause tiny wounds and scarring to our lungs: each time this happens, it causes a very small amount of irreversible damage. The immediate effect is unnoticeable, but over long periods of time, this can result in significantly decreased lung capacity, and a number of other health issues. 
Drill Press Sawdust Collection This is such a big enough issue that the United States Department of Labor's Occupational Safety and Health Administration (OSHA) has issued guidance and standards about it. They also noted, Wood dust becomes a potential health problem when wood particles from processes such as sanding and cutting become airborne. Breathing these particles may cause allergic respiratory symptoms, mucosal and non-allergic respiratory symptoms, and cancer. Additionally, ornamental turning is usually done using wood which has a high probability of causing allergies, and may even have some toxicity. Eric Meier has done a great job outlining this issue on his web site, The Wood Database. The list he has compiled contains quite a few woods commonly used.
I strongly recommend that you use a vacuum system with the intake as close to the cutting action as possible. The picture to the right shows dust collection on a drill press, but the same approach can be done on the rose engine lathe. Mine is held in a Noga arm which I move around to where it is most effective (but not intrusive).
An overhead air filtration is also recommended; something like the PowerMatic PM1200. There are other good ones, and I recommend you get such a machine when you can. | ||||||||||


 Cutting to the Left
Cutting to the Left
 Cutting to the Right
Cutting to the Right

